精密なコールドヘッディングの醍醐味。
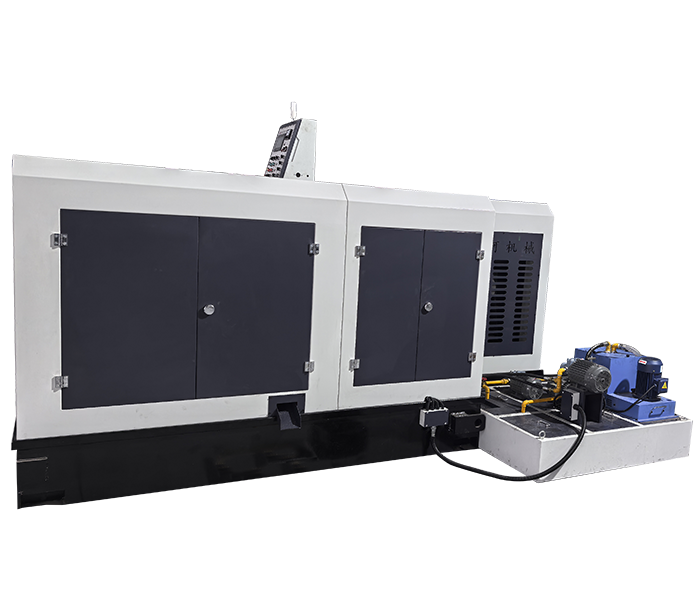
高速冷間圧造機は、主にボルト、リベット、ピンなどの標準的なファスナーを製造するために使用される2つの作業ステーションを備えた冷間成形機です。この装置は安定した質および高出力で簡単な部品を効率的に処理できます。2ダイ冷間圧造機の動作原理は、高速ラムを使用して金属ブランクを2つの成形ステップで所望の形状にプレスすることであり、正確な寸法と安定した性能を保証します。
| モデル | YT-0524 |
| ブランク径(mm) | 0.6 - 3.5 |
| ブランク長最大(mm) | 24 |
| ストローク(mm) | 38 |
| ブランク/分 | 170 - 260 |
| ダイダイア(mm) | 20 |
| カットオフダイ径(mm) | 13.5 |
| パンチダイス(1st)(mm) | 18 |
| パンチダイ(第2)(mm) | 18 |
| ボディ・モーター | 1 HP |
| オイルポンプモーター | 1/4馬力 |
| 全体寸法 L × W × H (mm) | 1250 × 800 × 930 |
| 重量約(kg) | 800 |





高速冷間圧造機自動車、航空宇宙、エレクトロニクス、建設などの業界で使用されるファスナーの製造に不可欠です。彼らの成功を確実にする核となる要素は精密エンジニアリングです。ミクロンレベルの精度を達成することで、これらの機械は一貫した品質、強度、寸法精度を備えたファスナーを製造できるようになります。
冷間圧造は、溶けずに線材や棒を成形することで金属部品を形成します。このプロセスは高速で行われるため、精度のわずかな誤差でも、寸法の不一致、表面の亀裂、弱点などの欠陥を引き起こす可能性があります。したがって、厳格な公差を維持し、製品の品質を確保するには、精密エンジニアリングが不可欠です。
精密部品で設計された機械は、不合格品を減らし、材料の無駄を最小限に抑え、生産歩留まりを向上させるのに役立ちます。メーカーにとって、これはコスト削減と顧客の期待に応える信頼性の高い出力を意味します。
いくつかの重要な側面により、高速冷間圧造機正確:
高度な金型設計:金型はファスナーの形状を成形し、工具鋼や超硬などの耐久性のある材料で作られている必要があります。精密金型は摩耗を軽減し、長期にわたって正確な成形を維持します。
正確な制御システム:コンピューター制御により、ストローク長、送り速度、圧力が調整されます。これらはリアルタイムで調整され、材料や摩耗の変動に関係なく成形プロセスを安定させます。
堅牢な機械部品:高品質のシャフト、ベアリング、リンケージにより、高速での振動や機械的誤差を最小限に抑え、安定した動作を保証します。
冷間圧造機に精密エンジニアリングを導入すると、次のような複数の利点があります。
安全性と耐久性が重要な航空宇宙および自動車分野では、精密冷間圧造機が厳しい基準を満たすボルト、ピン、リベットを製造します。エレクトロニクス製造では、繊細なデバイスを組み立てるために小型で高精度の留め具が必要であり、精密な機械の必要性がさらに強調されています。
デジタル化は、冷間圧造の精度の未来を形作っています。IoT センサーにより予知保全が可能になり、予期せぬ故障が軽減されます。AI 主導の制御により、機械パラメータを自動的に最適化し、さまざまな材料や設計に適応して精度と効率が向上します。
精密工学は、効果的な高速冷間圧造機の基礎です。高度な金型、正確な制御、堅牢な機械設計を組み合わせることで、メーカーは高品質のファスナーを効率的に生産できます。より強靭で複雑な部品に対する需要が高まる中、競争力を維持し業界標準を満たすには、精密技術への投資が鍵となります。