精密なコールドヘッディングの醍醐味。
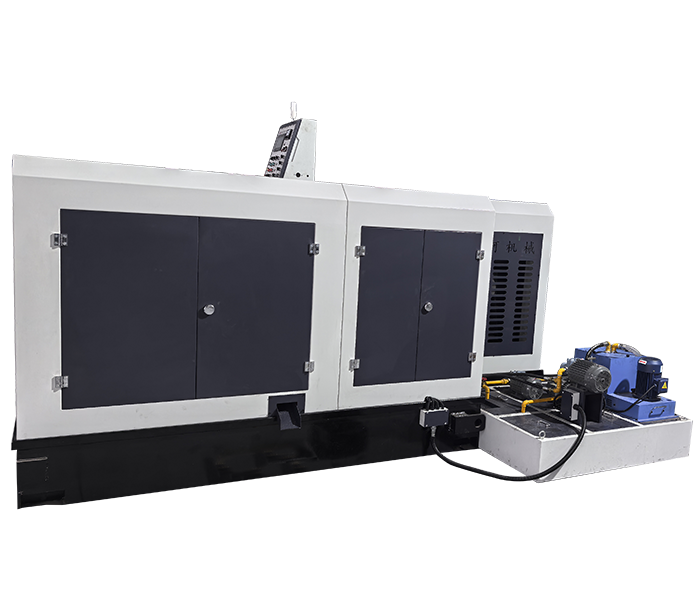
これは高速コールドヘッダーは、2つの作業ステーションを持つ冷間圧造機で、主にボルト、リベット、ピンなどの簡単なファスナーを生産するために使用されます。この装置は高速サイクルで2段階の成形を行い、効率的で連続的な生産を可能にします。2ステーション式冷間圧造機の動作原理は、金属ブランクを連続的な打ち抜き動作によって必要な形状に成形することであり、標準的なファスナー製造に安定した品質と生産性の向上を提供します。
| モデル | YTB-0524 |
| ブランク径(mm) | 0.6-3.5 |
| 最大ブランク長(mm) | 24 |
| ストローク(mm) | 38 |
| ブランク/分 | 170-260 |
| ダイ径(mm) | 20 |
| コオフダイ径(mm) | 13.5 |
| パンチ金型(1番)(mm) | 18 |
| パンチ金型(2st)(mm) | 18 |
| ボディ・モーター | 1HP |
| オイルポンプモーター | 1/4HP |
| 全体の次元 L*W*H (mm) | 1250*800*930 |
| 重量 約(kg) | 850 |


まず、簡単に復習します。高速コールドヘッダ機械は、ボルト、ネジ、留め具などの金属部品を、加熱せずに金属線や棒を冷間成形することにより、驚くべき速度で成形します。この冷間成形プロセスにより、機械加工や熱間鍛造と比較して高精度、優れた材料利用率、優れた機械的特性が得られます。
のコストを評価する場合高速コールドヘッダマシンについては、次の主要コンポーネントを考慮してください。
ステッカーの価格は、機械の容量、自動化レベル、カスタマイズによって大きく異なります。基本モデルは低い範囲から始めるかもしれませんが、高度な制御を備えた完全に自動化されたマルチステーション ヘッダーはプレミアム価格を要求する可能性があります。
ツーリングは不可欠であり、多くの場合、多額の経常コストがかかります。金型は、特に大量生産やより硬い材料の場合、摩耗したり調整が必要になったりします。
ランニングコストには次のものが含まれます。
定期的なメンテナンスにより、機械の寿命と性能が延びます。計画外のダウンタイムはコストがかかり、生産スケジュールや顧客との契約に影響を与える可能性があります。
ROI は、コールド ヘッダー マシンが投資する価値があるかどうかを評価するための羅針盤です。これは通常、パーセンテージで表され、定義された期間におけるすべてのコストと利益を考慮に入れます。
ROI(%)=(投資純利益/総投資コスト)×100
正確な全体像を得るには、次の変数を考慮してください。
への投資高速コールドヘッダ機械は、製造効率を変革し、コストを削減し、製品品質を向上させる戦略的な動きです。初期費用は高額に思えるかもしれませんが、慎重なコスト分析と現実的な ROI 計算により、多くの場合、魅力的な経済的メリットが明らかになります。すべてのコスト要素と、それらが生産上の利点とどのように結びついているかを理解することで、運用ニーズと財務目標に合った機械を自信を持って選択できます。